
Sustainable Enhancement of Recycled Aggregate Concrete Using Supplementary Cementitious Materials: Mechanical Performance and Environmental Assessment
Marwah Al tekreeti1*, Zeeshan Tariq1a
1 Civil Engineering Department, School of Computing and Engineering, University of West London, St Mary’s Road, Ealing, London, W5 5RF
1* Marwah Al tekreeti
PhD Student
Email. Marwah.Altekreeti@uwl.ac.uk
Civil Engineering Department, School of Computing and Engineering, University of West London, St Mary’s Road, Ealing, London, W5 5RF
1a Zeeshan Tariq
PhD Student
Email. Zeeshan.tariq@uwl.ac.uk
Civil Engineering Department, School of Computing and Engineering, University of West London, St Mary’s Road, Ealing, London, W5 5RF
ABSTRACT
The construction industry requires a substantial quantity of natural resources and has a considerable environmental impact. The utilization of recycled aggregate concrete (RAC) and supplementary cementitious materials (SCMs) has shown great promise in mitigating environmental issues like waste generation and greenhouse gas emissions. This study evaluates the mechanical properties and environmental effects of RAC incorporating silica fume (SF), metakaolin (MK), and ground granulated blast furnace slag (GGBS) into the mix. Five mixes were prepared for the study: natural aggregate concrete (NAC), RAC, and RAC with 15% cement replaced by SF, MK, and GGBS. The results showed that RAC has lower compressive strength compared to NAC due to increased porosity and a weaker interfacial transition zone between the particles. The addition of SCMs greatly improved the mechanical strength of RAC. RAC containing GGBS showed the best results among all RAC mixes. RAC containing GGBS showed a compressive strength of 50.03 MPa at 28 days and 54.34 MPa at 90 days, which was closer to that of NAC. The environmental analysis showed that RAC mixes containing SCMs have a lower percentage of embodied carbon compared to normal concrete mixes. RAC mixes containing SF showed the least percentage of embodied carbon. The percentage reduction in embodied carbon was up to 14.4% compared to normal concrete mixes.
Keywords:
Recycled aggregate concrete, Supplementary cementitious materials, Life cycle assessment, Compressive strength, Embodied carbon
INTRODUCTION
The construction industry is a significant user of natural resources and a substantial contributor to global environmental damage[1]. Traditional concrete production is reliant on natural aggregates, whose extraction causes depletion of finite resources as well as ecosystem disruption and high carbon emissions [2]. Meanwhile, the rate of construction and demolition (C&D) waste continues to grow, presenting serious disposal challenges by contributing to excessive landfill volume and environmental pollution [3, 4]. To address this impact, the use of recycled aggregates (RA) could offer sustainability through the reuse of materials that are obtained through C&D waste. Recycled aggregate concrete (RAC) is produced through partial or complete replacement of natural aggregate with materials obtained from crushed concrete, masonry, and other construction debris. This type of concrete promotes circular economy principles through prolonging the life cycle of materials, producing minimal waste from the use of reclaimed products, and reducing the environmental footprint from the use of virgin materials [5]. While there are many advantages to using RAC, significant challenges currently exist that have arisen due to the differences in quality and homogeneity between RA and natural aggregates. RA usually have significantly higher porosity, lower density, and increased water absorption due to residual mortar on their surfaces [6]. Also, RA has an enormous influence on the Interfacial Transition Zone (ITZ), formed of a layer of cement paste enveloping each aggregate. The ITZ of concrete has a substantial impact on both its durability and mechanical properties. Generally, the ITZ of concrete composed of RA will be much more porous and weaker than an equivalent conventional mix, mainly due to the presence of residual mortar [7]. These characteristics are detrimental to concrete, both fresh and cured, leading to extensive workability issues and problems related to strength, durability, and long-term behaviours [8]. Consequently, research into the performance of RAC and the optimization of these performances for structural applications becomes essential. Research indicates that different types of treatment (mechanical and chemical) [9-12]and the use of supplementary cementitious materials (SCMs), such as ground granulated blast furnace slag (GGBS) [13] and silica fume (SF) [14], will greatly improve the mechanical strength and durability of RAC. There has been extensive research into supplementary cementitious materials such as silica fume (SF), which is widely used in concrete because it is highly reactive with pozzolanic materials. SF is an ultra-fine particle comprised principally of silicon dioxide (SiO₂). It is produced as a secondary product in the manufacturing of silicon and ferrosilicon alloys. SF possesses a large quantity of amorphous silica, which will quickly react with portlandite (CH), which is formed during hydration of cement. The pozzolanic reaction provides a quick consumption of CH and promotes the development of additional cement-like compounds, thereby producing a denser and stronger cement paste. Previous work shows that adding silica fume to recycled aggregate concrete (RAC) enhances local mechanics (including mechanical performance) and durability of the material [15-19]. This improvement can be attributed to improved pore structure due to refinements within the interfacial transition zone, a significant reduction in the size of pores, and the production of a much denser microstructure [20]. The amount of silica fume that should be used varies. Studies show that incorporating 5% of SF into recycled aggregate concrete provides practical benefits [21]. Xie et al [22]have shown that a higher percentage may give even greater mechanical performance, specifically replacing 10%.
GGBS is a fine ground, stone-like by-product resulting from the smelting process of metal ores, such as iron, copper, and nickel. GGBS mainly consists of silica (SiO2), calcium oxide (CaO), and alumina (Al2O3) with good pozzolanic properties. Kou et al. [23] studied the effect of high replacement content, up to 55%, of GGBS on the mechanical properties and durability of recycled aggregate concrete (RAC). According to the study, the incorporation of 55% GGBS resulted in a considerable reduction in the mechanical properties compared with RAC or natural aggregate concrete without the incorporation of GGBS. According to the study by Wang et al. [24], RAC with 50% RA and 10% GGBS possessed better compressive strength compared with conventional concrete with natural aggregates, while also possessing lower permeability. In another study, it was found that the incorporation of GGBS improved the interfacial transition zone between the matrix and RA, which helped mitigate the degradation in the properties of the RAC [25].
By calcining kaolinitic clay at temperatures between 500°C and 800°C, metakaolin (MK) is made and is a highly active pozzolanic product (Al₂Si₂O₇) which will produce calcium silicate hydrate (C-S-H) gel and other alumina-bearing hydrolysis products such as C₄AH₁₃, C₂ASH₈, and C₃AH₆ when reacting with calcium hydroxide (Ca(OH)₂) at room temperature. Consequently, MK reacts with portlandite generated from hydrated cement, uses many of the portlandite crystals to produce additional cementitious phases, and improves the microstructure of the concrete [26]. Compared with other industrial by-products such as silica fume or fly ash, MK is manufactured in a more controlled environment, which produces greater consistency in the chemical composition, higher purity, and increased pozzolanic reactivity [27] In their study, Radonjanin et al.[28] found that the addition of 10% MK to RAC resulted in significant increases in compressive and tensile strength, elastic modulus, and workability of the concrete. Likewise, Singh and Singh [28]found that when using 10% MK with up to 100% replacement of natural coarse aggregates with recycled aggregates in RAC, the RAC's compressive strength was significantly greater, and the RAC was more resistant to carbonation than the equivalent concrete made with natural coarse aggregates. Kapoor et al. [29] also discovered that the use of 20% fly ash in concrete made with 100% recycled aggregates and 10% MK resulted in more than 40% increase in compressive strength and a significant improvement in resistance to chloride penetration than identical concrete without MK and fly ash.
Past research suggests that using RCA in combination with SCMs improves strength and durability. However, not much research has been conducted on the amount of carbon emissions associated with using these materials in combination. This research aims to investigate the feasibility of using RCA in combination with SCMs in concrete mix design. Cement is replaced partially with 15% silica fume, metakaolin, and GGBS. Mechanical properties and environmental impacts are evaluated in this research. The aim is to find a sustainable mix design that not only has sufficient strength but also minimizes environmental impacts in the form of carbon emissions.
RESEARCH AIM & OBJECTIVES
To produce eco-friendly concrete with enhanced structural performance, this research aims to assess the viability of using recycled aggregate concrete with SCMs including silica fume, metakaolin and ground granulated blast slag. To achieve this aim, following objectives are outlined:
To evaluate the physical and mechanical characteristics of various mixes of RAC containing 15% replacement of cement with SF, MK and GGBF.
To conduct the life cycle assessment of each mix design to quantify embodied carbon and embodied energy to evaluate the environmental impacts of developed mixes.
To determine the most suitable concrete mix with best physical and structural performance relative to induced embodied carbon and energy quantities.
METHODOLOGY
3.1 MATERIALS
The experimental program consists of making control specimen with normal aggregates and test specimens with recycled aggregates incorporating SCMs.
3.1.1 Pozzolanic Materials
The Ordinary Portland Cement (OPC) used in all mixes was CEM I, compliant with EN 197-1, which is the primary binder. All the supplementary pozzolanic materials added for performance enhancement were used to partially replace the cement. The silica fume (MasterRoc MS 610) supplied by Master Builders met the EN 13263-1 Class 1 requirements (Figure 1c). The metakaolin was supplied by Cemex (Figure 1b), while the ground granulated blast-furnace slag (GGBS) was supplied by Fragile Co (Figure 1a). Their properties, as reported by the suppliers, conform to the relevant standards shown in Table 2 and images presented in.
Table 1 Chemical Composition of Various Cementitious Materials
| Oxide/Component | Type-I Cement | SF | MK | GGBS | |
|---|---|---|---|---|---|
| SiO₂ | 20.1% | 94% | 55% | 37.5% | |
| Al₂O₃ | 4.6% | 0.5% | 40% | 12.8% | |
| Fe₂O₃ | 2.0% | 1.5% | 1.4% | 0.4% | |
| CaO | 65.1% | 0.8% | — | 39.67% | |
| MgO | 4.5% | 0.1% | — | — | |
| K₂O | — | 1% | — | — | |
| Na₂O | — | 0.2% | 0.8% | — | |
| TiO₂ | — | — | 1.5% | 0.80% | |
| MnO | — | — | — | 0.36% | |
| S²⁻/SO₃ | 2.8% (SO₃) | — | — | S²⁻ = 0.91%, SO₃ = 0.11% | |
| Cl⁻ | — | <0.1% | — | 0.03% |



(b) (c)
Figure 1 SCMs used in this study: (a) GGBS, (b) metakaolin (MK), and (c) silica fume (SF)
3.1.2 Aggregate
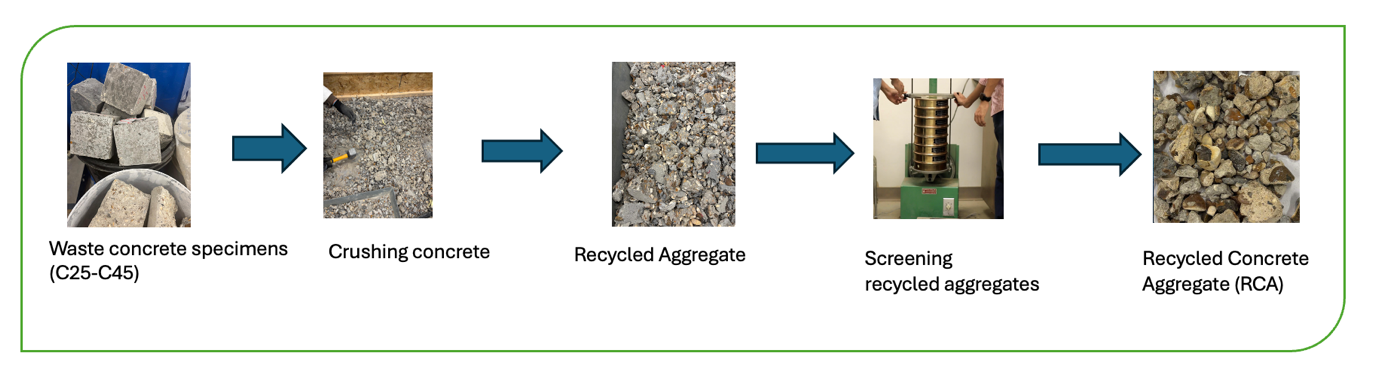
The fine aggregates used in this research were sourced from natural river sand. The maximum particle size for the sand was restricted to 2.36 mm in order to achieve a consistent grading and uniform distribution throughout the concrete. Prior to being used in concrete, the sand was pre-dried in an oven until its weight reached equilibrium so that residual moisture would not be present and to accurately determine the water/cement ratio. The coarse aggregates were sourced from laboratory-waste concrete cubes obtained after compression test failure. The discarded concrete cubes were crushed in the laboratory to produce recycled concrete aggregates (RCA). The crushed concrete was then sieved into the required size and sorted according to its origin and processing method (RCA) as indicated in Figure 2. After that, the RCA samples were rinsed with water and dried at room temperature. The maximum size of the RCA was 20mm. The particle size distribution of the aggregates was determined through a sieve analysis and conducted according to standard procedures. The grading curves of the aggregates are displayed in figure 3.
 Figure
2 Production of Recycled Coarse Aggregate from Waste Concrete[30]
Figure
2 Production of Recycled Coarse Aggregate from Waste Concrete[30]
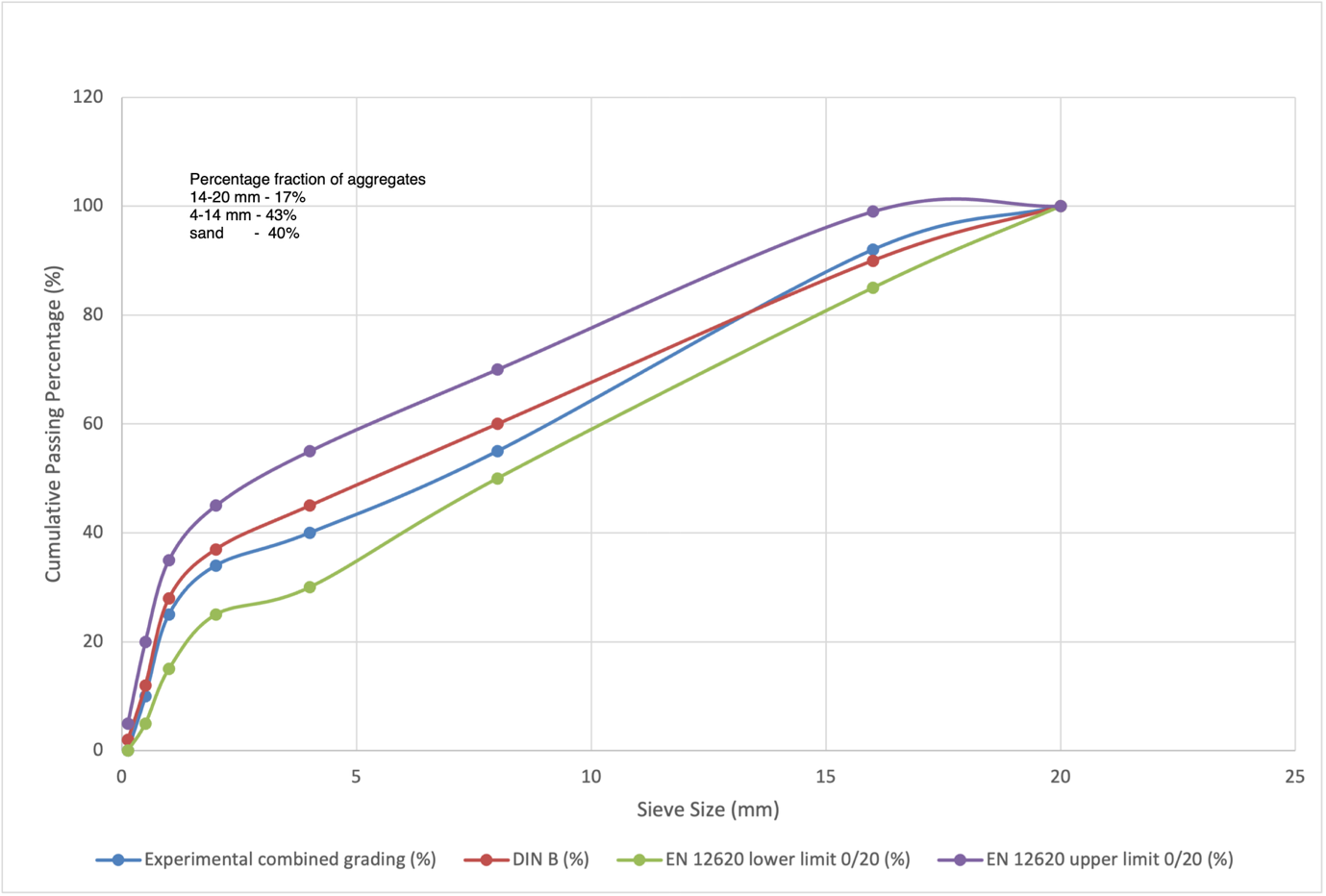
Figure 3 Particle Size Distribution Curve.
3.1.3 Water and Superplasticizer
Normal tap water was used to prepare all concrete mixes. To improve the concrete's workability and to decrease the amount of water in the mixture, a high-range water-reducing admixture, Sika Viscocrete-10 (GB), was included with each mixture. This admixture fulfils the requirements set forth by BS EN 934-2 and is being utilized to provide consistent fresh concrete characteristics and stable overall performance between different batches of concrete being produced.
3.2 CONCRETE MIXES
All mixtures were created using a water-to-cement ratio (W/C) of 0.47 and an effective water amount of 180 kg/m³. The amount of ordinary Portland cement used was constant at 386 kg/m³, and the amount of natural sand per mix was 756 kg/m³. For the RAC mixtures, RCA made up the only coarse aggregate at 1020 kg/m³, and no natural coarse aggregate was included in any of the RAC mixtures, whereas the NAC mix acted as a control for comparison. Due to the increased water absorption of recycled aggregates compared to natural aggregates, the total amount of mixing water used for each RAC mixture was adjusted based on the water absorption of the specific aggregate being used to maintain the target effective water content. All mixture proportions are shown in Table 2. In the modified mixtures, the 15% replacement level was selected based on previous studies demonstrating satisfactory performance of RAC containing SCMs within this range. A single replacement level was adopted for all SCMs to enable a direct comparison of their effects on mechanical properties and environmental performance under consistent mix-design conditions. A superplasticizer was added to each mixture at 1% of the weight of the cement.
Table 2 Mixture Ratios for Concrete Specimens
| Concrete Label | W/C Ratio | Effective Water (kg/m³) | Additional Water (kg/m³) | Cement (kg/m³) | Sand (kg/m³) | RA (kg/m³) | SCM (kg/m³) |
Superplasticizer (%) |
|---|---|---|---|---|---|---|---|---|
| NAC | 0.47 | 180 | 0 | 386 | 756 | 1020 | 0 | 1 |
| RAC | 0.47 | 180 | 50.4 | 386 | 756 | 1020 | 0 | 1 |
| RAC + SF | 0.47 | 180 | 50.2 | 328 | 756 | 1020 | 58 | 1 |
| RAC + Mk | 0.47 | 180 | 40.3 | 328 | 756 | 1020 | 58 | 1 |
| RAC + GGBS | 0.47 | 180 | 52.7 | 328 | 756 | 1020 | 58 | 1 |
3.3 PERFORMED TESTS
Following tests were conducted in this research.
3.3.1 Physical Properties Test
To evaluate both natural aggregate and recycled concrete aggregate's physical characteristics, standard laboratory tests were conducted based on those specified by standards. Water absorption and particle density testing were done according to the European Standard (EN) 1097-6, and bulk density measurements were performed in accordance with the European Standard (EN) 1097-3. The purpose of performing these tests was to determine whether the aggregates would be suitable for use in concrete production and how to accurately proportion the aggregates' quantities within the concrete mix.
3.3.2 Workability
The slump test for workability was carried out in accordance with BS EN 12350-2:2009[31]. The target slump was S2, with a 50–90 mm slump range. Tests were conducted immediately after mixing to ensure that fresh-state concrete was tested before it exhibited any loss of workability.
3.3.3 Compressive Strength Testing Procedure
The cubes were subjected to uniaxial compression using a compression machine at a constant loading rate of 6 KN/s. In accordance with BS 1881: Part 116:1983, compressive strength was measured at 28 days (after mixing) and 90 days (after mixing) for each mix. Testing comprised of three cube specimens (100 mm x 100 mm x 100 mm). The average of the measurements from the individual specimens was reported as the concrete's ultimate compressive strength.
3.4 LIFE CYCLE ASSESSMENT
The sustainability of recycled aggregate concrete with partial replacement of cement with different pozzolanic materials is assessed using life cycle assessment (LCA). It is crucial to concentrate on the entire production process, concrete transportation and installation, as well as the specific parts and raw materials utilized in this process, to evaluate the influence of concrete on environmental pollution and climate change [32, 33]. The production process encompasses the whole life cycle of concrete, from the extraction of raw materials, waste, or recycled resources to its processing and eventual disposal [34]. The LCA assessment process adopted in this research is shown in Figure 4.
Figure 4 Life Cycle Assessment Process
3.4.1 Functional Unit and System Boundary
The functional unit for the embodied factors calculations in this research was adopted as 1m3 concrete with 45 MPa targeted compressive strength for natural aggregate concrete and 35 MPa for RAC at 28 days of curing, and this selection served as a standard foundation to correlate with the environmental effects of concrete mixes with one another. The selection of 45 MPa for NAC and 35 MPa as the target compressive strength for RAC mixes reflects the performance-based equivalence approach to functional unit definition, rather than a volume-based equivalence approach. Regardless of structural dimensions or application, this unit enables a direct evaluation of embodied carbon and energy across variations in the pozzolanic materials used and their dosage as replacement of cement. A “cradle to gate” system boundary was applied, consisting of the extraction of raw materials, transportation to the batch plant or concrete manufacturing site, and production of concrete phases. The selection criteria of the system boundary were adopted as per ISO 14044 [32] and align with general practice in the LCA of concrete ingredients, as the production of concrete involves the highest emission of carbon and is responsible for the highest energy consumption.
3.4.2 LCA Inventory
For life cycle inventory, an experimental mix design was adopted to acquire the quantities of all ingredients of concrete, along with the pozzolanic materials. The inventory factors, including the embodied carbon and energy factors for all these constituents, were obtained from the ICE (Inventory of Carbon & Energy) database volume 4.0 [35]. For silica fume, these factors were derived from the peer-reviewed publications and then aligned as per the transportation, manufacturing, and extraction systems adopted in the UK. It was ensured that all the constituents and the derived environmental factors were consistent with the same functional unit of the LCA calculations as defined in the functional unit scope. Energy and carbon factors for different constituents of concrete used in this study are described in Table 3.
Table 4 Embodied Factors Details for Mix Design Constituents
| Material | Embodied Energy Factor (MJ/kg) | Embodied Carbon Factor (KgCO2e/kg) |
|---|---|---|
| Cement | 4.6 | 0.900 |
| Water | 0.0014 | 0.00033 |
| Sand | 0.08 | 0.005 |
| Normal Aggregates | 0.08 | 0.005 |
| Recycled Aggregates | 0.05 | 0.002 |
| Superplasticizer | 40 | 2.4 |
| GGBS | 0.99 | 0.09 |
| Metakaolin | 2 | 0.35 |
| Silica Fumes | 0.036 | 0.02 |
3.4.3 LCA Impact Evaluation
Each mix design's environmental impacts were measured during the Life Cycle Impact Assessment (LCIA) phase. Two major impact categories were considered, including the embodied energy (measured in MJ per m³ of concrete) and embodied carbon (measured in kg CO2-equivalent). Each constituent material's embodied energy was computed using the relevant energy intensity values, and its embodied carbon was calculated by multiplying its quantity by the associated emission factor. Contributions from all components, transportation, and mixing processes were combined to determine the overall impact per cubic meter of concrete. The following equation was used for the evaluation of carbon in associated mix designs [36].
Total Embodied Carbon $= \sum_{i = 0}^{n}\left( {ECF}_{i}\ \times \ Q_{i} \right)$ (1)
Where n = Total Number of Materials, Qi = Material Quantity (kg), ECFi = Embodied Carbon Factor (KgCO2e/m3)
RESULTS AND DISCUSSION
PHYSICAL PROPERTIES TEST
Table 3 lists the physical properties of the NCA and RCA used in this study. The NCA had a density of 2578 kg/m3, a water absorption of 1.9%, and a bulk density of 1600 kg/m3, while the RCA had a lower density of 2100 kg/m3, higher water absorption of 8.2%, and a lower bulk density of 1236 kg/m3. The lower density and higher water absorption of RCA were in large part due to the adhered mortar and microcracking on the surface. These physical properties of the RCA were important factors to consider in concrete mix design since they can lead to RCA absorbing a lot of water during mixing, which will subsequently affect the workability and effective water-cement ratio. As a result, additional water was added to the RAC mixes to make up for this higher absorption and achieve the target workability.
Table 5 Physical properties of aggregates used in this study
| Material | Density (kg/m³) | Water Absorption (%) | Bulk Density (kg/m³) |
|---|---|---|---|
| NA | 2578 | 1.9 | 1600 |
| RCA | 2100 | 8.2 | 1236 |
WORKABILITY
The results for slumps of all concrete mixes are shown in Figure 4. The control mix of NAC had a slump of 70 mm, which is in the S2 target range for slump consistency. When replacing all of the natural coarse aggregate with RCA, the slump decreased to 60 mm. This drop indicates a loss of workability due to the greater propensity of RCA to absorb water and also because of its rougher surface texture compared to natural aggregates. Sticking mortar on the surface of particles of RCA increases internal friction, and the greater demand for water creates a reduction in flowability. The slump of the RAC mix with 15% of the cement replaced with SF increased to 70 mm, the same as the control mix slump. This increase is due to both the filler effect of the SF and the action of the superplasticizer in enhancing particle dispersion, thus reducing internal resistance of the mix. The slump of the RAC mix with 15% GGBS was 68 mm, which is slightly higher than that of the plain RAC mix. The increased flowability of the GGBS in comparison to cement is attributed to the smoother surfaces and lower water requirements of the GGBS particles. By comparison, an RAC mix containing 15% metakaolin (MK) had a slump value of 65 mm; although this is greater than the value achieved by the plain RAC, it remains lower than those achieved with either silica fume or GGBS. Due to its fine particle size and high surface area, MK requires more water than other materials; therefore, despite the addition of superplasticizer in the mix, it limits workability. As a whole, replacing natural aggregates with RCA has reduced workability. However, cement replacement with supplementary cementitious materials, along with the controlled addition of extra water, has improved slumps for all mixtures compared to plain RAC, with the most significant recovery of workability being observed in the case of silica fume as the partial replacement material used in this study.
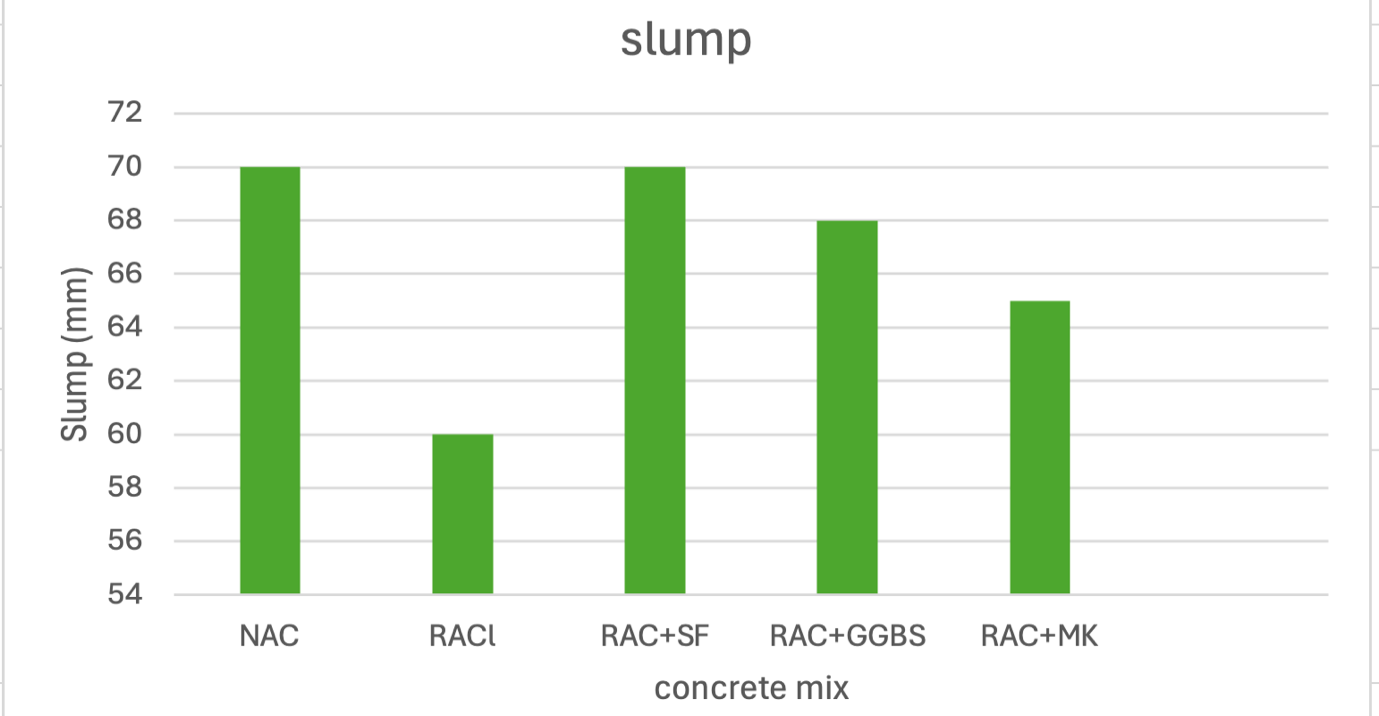
Figure 5 Slump test result
COMPRESSIVE STRENGTH
Compressive strength results are shown in Figure 6 for all concrete associates at 28 and 90 days. The control mix, made with natural aggregates (NAC), had a strength of 53.16 MPa at 28 days and 58.74 MPa at 90 days. The RAC was significantly lower than that, with strengths of 39.42 MPa and 44.32 MPa at 28 and 90, respectively. The primary reason for RAC having lower strengths than NAC is that RAC aggregates are weak due to the microcracking and porosity created by adherent old mortar on the intermixed aggregates. The filings of old mortar provide a portal for extra water to replace the lost water during grout and, together with high porosity in aggregate particles, lower the bonding strength.
SCMs added to the RAC mixtures increased the compressive strength of all mixtures. At 28 days, the compressive strengths were as follows: 46.83 MPa for RAC+SF, 45.33 MPa for RAC+MK, and 50.03 MPa for RAC+GGBS. The addition of SCMs made the compressive strength of all compositions significantly higher than the compressive strength of plain RAC. This increase in compressive strength occurs because of the pozzolanic reaction of SCM with calcium hydroxide generated during cement hydration, resulting in additional cement gel. This extra cement refines the mortar bond, thereby increasing the compressive strength of the sample.
The increase in the strength of mixtures containing GGBS and silica fume became more evident after 90 days of curing, and the respective compressive strengths were as follows: 52.55 MPa for RAC + Silica Fume (SF), 50.92 MPa for RAC + Metakaolin (MK), and 54.34 MPa for RAC + GGBS. The RAC + GGBS mixture had the highest compressive strength of all the RA mixtures, coming close to that of the control NAC mixture. This increase in strength can be attributed to the latent hydraulic properties of GGBS and their ability to continue hydrating and developing strength at later ages of curing.
Although SF continued to gain strength beyond 28 days (46.83 MPa to 52.55 MPa), GGBS maintained higher compressive strength at both 28 days (50.03 MPa) and 90 days (54.34 MPa). This can be explained by the fact that GGBS contributes both pozzolanic and latent hydraulic reactions, producing a greater overall volume of C-S-H gel. While SF reacts quickly and continues moderately beyond 28 days, GGBS sustains a more consistent long-term hydration process, resulting in a denser and more refined microstructure at all ages. The superior performance of GGBS is particularly pronounced in RAC due to its ability to progressively improve the interfacial transition zone (ITZ) over time, compensating for the weaknesses associated with residual mortar on recycled aggregates
The overall results indicate that while the use of recycled aggregates results in lower compressive strengths, the use of SCMs can significantly improve the mechanical properties of RA. In addition, these results show that GGBS and silica fume are particularly effective in enhancing the long-term strength development of recycled aggregate concrete.
Figure 6 : Compressive strength results
LIFE CYCLE ASSESSMENT
The embodied carbon and energy for all the mixes of concrete are shown in Table 5, Figure 7. The results showed that for the samples with only recycled aggregates, the embodied carbon and energy decreased as compared to the control specimen, but the reduction was very marginal. There was a reduction of 0.5% and 1.5% in embodied carbon and energy for the RCA mix sample as compared to the control mix. For individual SCMs, the mix with 15% of silica fumes, the sample showed less carbon and energy calculations as compared to other SCM samples. The maximum amount of carbon and energy reduction was observed with silica fume replacement, having 316.4 kg of carbon and 1777.09 MJ of energy. However, this was 1.5% and 7.2% less than the highest value of S3 of all the mixes. These results were very marginal compared to the GGBS samples, which showed 319.88 kg of carbon and 1832.42 MJ of energy. These results imply that recycled aggregate concrete with 15% replacement of cement with SCMs reduced the carbon emission by 14.4% as compared to the control specimen.
Table 6 Embodied Carbon and Energy Calculations
| MIX TYPE | Embodied Carbon (KgCO2e/m3) | Embodied Energy (MJ/m3) |
|---|---|---|
| CONTROL | 369.46 | 2072.33 |
| RCA | 366.43 | 2041.84 |
| 15% GGBFS | 319.88 | 1832.42 |
| 15% S.F | 316.4 | 1777.09 |
| 15% MK | 334.94 | 1890.95 |
Figure 7 Embodied Carbon and Energy Calculations
Through material substitution and performance enhancement, the integration of SCMs like GGBS, metakaolin, and silica fumes with recycled aggregate concrete decreased the embodied carbon footprints and energy. Compared to the manufacture of Portland cement, which necessitates appropriate resource extraction, shipping, and manufacturing procedures, these SCMs have less carbon and energy because they are byproducts of different industries. Reusing them reduces their environmental impact and supports circular economy principles by diverting garbage from landfills and offsetting the need for new raw materials.
FUTURE WORK
Extend this investigation to RCA sourced from real demolition projects to assess the influence of aggregate provenance on the mechanical and environmental performance of SCM-enhanced RAC under field-representative conditions.
SEM, MIP, and XRD analysis should be conducted on the SCM-enhanced RAC mixes to provide direct evidence of ITZ densification, pore refinement, and hydration product formation, complementing the mechanical findings of this study.
Mechanical strength alone does not fully characterise structural performance. Future research should evaluate the durability properties of the developed mixes, including water absorption, chloride penetration resistance, carbonation depth, and shrinkage, which are particularly critical for RAC in structural applications.
CONCLUSIONS
The mechanical and eco-friendly properties of concrete made with recycled aggregates and SCM were analyzed in this study. LCA and experimental data indicate that:
Compared to natural aggregates, RAC has lower compressive strength than normal concrete. The 28-day compressive strength of RAC was 39.42 MPa, and the 90-day compressive strength was 44.32 MPa; both values are lower than that of normal aggregate concrete due to the high porosity, microcracking, and weak interfacial transition zone of adhered mortar on recycled concrete aggregate (RCA).
The addition of SCM resulted in considerable improvements in the compressive strength of RAC. At 28 days, RAC with silica fume, metakaolin, and GGBS achieved compressive strengths of 46.83 MPa, 45.33 MPa, and 50.03 MPa, respectively.
The development of long-term strengths for RAC containing SCMs, particularly when GGBS was used as a SCM, was significantly greater than that of RAC without SCMs. The RAC with GGBS exhibited a compressive strength of 54.34 MPa after 90 days of curing, which was comparable to the compressive strength of the normal aggregate concrete control.
The workability of concrete made with recycled aggregates was less than that made with natural aggregates due to the higher water absorption and rougher surface texture of RCA. The inclusion of SCM and/or superplasticizer improved the slump of the recycled aggregate concrete mixture compared to the plain RAC mixture.
According to LCA, using RCA and SCMs can help to lower the environmental impact of concrete production. Of the different mixes tested, the silica fume mix had the lowest embodied carbon and embodied energy of all the mixes tested, with total lifecycle carbon emissions reduced by approximately 14.4% compared to the control mix.
Author Contributions:
Marwah Al-Takreeti: Conceptualization, Methodology, Data Collection, Writing Original Draft: Zeeshan Tariq: LCA Methodology, Reviewing and Editing.
All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors extend their appreciation to the Graduate School and the School of Computing & Engineering of University of West London for providing resources for this research.
Conflicts of Interest
The authors declare no conflicts of interest.
Reference
1. Global Cement and Concrete Association. 2020. https://gccassociation.org/concretefuture/cement-concrete-around-the-world/#:~:text=14.0%20billion%20m%C2%B3,products%20market%20value%20in%2020202020).
2. Ding, T.; Xiao, J.; Tam, V.W. A closed-loop life cycle assessment of recycled aggregate concrete utilization in China. Waste Manage. 2016, 56, 367–375.
3. Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete – A breakthrough towards sustainability in construction sector: A review. Construction and Building Materials 2014, 68, 501, doi:10.1016/j.conbuildmat.2014.07.003.
4. Al Tekreeti, M.; Bahadori-Jahromi, A.; Room, S.; Tariq, Z. Optimized Machine Learning Models for Predicting Compressive, Tensile, and Flexural Strengths of Multi-Fiber Recycled Aggregate Concrete. Journal of Composites Science 2026, 10, 144.
5. Thomas, C.; Setién, J.; Polanco, J.; Alaejos, P.; De Juan, M.S. Durability of recycled aggregate concrete. Constr.Build.Mater. 2013, 40, 1054–1065.
6. Pedro, D.D.; De Brito, J.; Evangelista, L. Structural concrete with simultaneous incorporation of fine and coarse recycled concrete aggregates: Mechanical, durability and long-term properties. Constr.Build.Mater. 2017, 154, 294–309.
7. Wu, C.; Hong, Z.; Zhang, J.; Kou, S. Pore size distribution and ITZ performance of mortars prepared with different bio-deposition approaches for the treatment of recycled concrete aggregate. Cement and Concrete Composites 2020, 111, 103631.
8. Evangelista, L.; De Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cement and concrete composites 2007, 29, 397–401.
9. Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr.Build.Mater. 2017, 140, 328–335, doi:10.1016/j.conbuildmat.2017.02.128.
10. Li, L.; Xuan, D.; Sojobi, A.O.; Liu, S.; Chu, S.H.; Poon, C.S. Development of nano-silica treatment methods to enhance recycled aggregate concrete. Cement and Concrete Composites 2021, 118, 103963.
11. Alqarni, A.S.; Abbas, H.; Al-Shwikh, K.M.; Al-Salloum, Y.A. Treatment of recycled concrete aggregate to enhance concrete performance. Constr.Build.Mater. 2021, 307, 124960.
12. Purushothaman, R.; Amirthavalli, R.R.; Karan, L. Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. J.Mater.Civ.Eng. 2015, 27, 04014168.
13. Tariq, Z.; Bahadori-Jahromi, A. Incorporating ground granulated blast furnace slag & fly ash in concrete production for sustainable construction: a review. Engineering Future Sustainability 2025.
14. Çakır, Ö; Sofyanlı, ÖÖ Influence of silica fume on mechanical and physical properties of recycled aggregate concrete. HBRC journal 2015, 11, 157–166.
15. Zhan, P.; Xu, J.; Wang, J.; Zuo, J.; He, Z. A review of recycled aggregate concrete modified by nanosilica and graphene oxide: Materials, performances and mechanism. J.Clean.Prod. 2022, 375, 134116.
16. Sasanipour, H.; Aslani, F.; Taherinezhad, J. Effect of silica fume on durability of self-compacting concrete made with waste recycled concrete aggregates. Constr.Build.Mater. 2019, 227, 116598.
17. Ouyang, K.; Liu, J.; Liu, S.; Song, B.; Guo, H.; Li, G.; Shi, C. Influence of pre-treatment methods for recycled concrete aggregate on the performance of recycled concrete: A review. Resour.Conserv.Recycling 2023, 188, 106717.
18. Kou, S.; Poon, C.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cement and Concrete Composites 2011, 33, 788–795.
19. Bai, W.; Lu, X.; Guan, J.; Yuan, C. Experimental study on uniaxial compression mechanical properties of recycled concrete with silica fume considering the effect of curing age. Constr.Build.Mater. 2022, 350, 128758.
20. Nazarimofrad, E.; Shaikh, F.U.A.; Nili, M. Effects of steel fibre and silica fume on impact behaviour of recycled aggregate concrete. Journal of Sustainable Cement-Based Materials 2017, 6, 54–68.
21. Dilbas, H.; Şimşek, M.; Çakır, Ö An investigation on mechanical and physical properties of recycled aggregate concrete (RAC) with and without silica fume. Constr.Build.Mater. 2014, 61, 50–59.
22. Xie, J.; Huang, L.; Guo, Y.; Li, Z.; Fang, C.; Li, L.; Wang, J. Experimental study on the compressive and flexural behaviour of recycled aggregate concrete modified with silica fume and fibres. Constr.Build.Mater. 2018, 178, 612–623.
23. Kou, S.; Poon, C.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cement and Concrete Composites 2011, 33, 788–795.
24. Wang, H.; Wang, J.; Sun, X.; Jin, W. Improving performance of recycled aggregate concrete with superfine pozzolanic powders. Journal of Central South University 2013, 20, 3715–3722.
25. Anastasiou, E.; Filikas, K.G.; Stefanidou, M. Utilization of fine recycled aggregates in concrete with fly ash and steel slag. Constr.Build.Mater. 2014, 50, 154–161.
26. Sabir, B.B.; Wild, S.; Bai, J. Metakaolin and calcined clays as pozzolans for concrete: a review. Cement and concrete composites 2001, 23, 441–454.
27. Brooks, J.J.; Johari, M.M. Effect of metakaolin on creep and shrinkage of concrete. Cement and concrete composites 2001, 23, 495–502.
28. Radonjanin, V.; Malešev, M.; Marinković, S.; Al Malty, A.E.S. Green recycled aggregate concrete. Constr.Build.Mater. 2013, 47, 1503–1511.
29. Singh, N.; Singh, S.P. Carbonation and electrical resistance of self compacting concrete made with recycled concrete aggregates and metakaolin. Constr.Build.Mater. 2016, 121, 400–409.
30. Al tekreeti, M.; Bahadori-Jahromi, A. Synergistic Surface Treatments for Sustainable Recycled Aggregate Concrete: Experimental Performance and Machine Learning Prediction of Compressive Strength with an Interactive Online Interface. Sustainability 2026, 18, 3541.
31. En, B.S. Testing fresh concrete. Slump-test. BS EN 2009, 2009.
32. Finkbeiner, M.; Inaba, A.; Tan, R.; Christiansen, K.; Klüppel, H. The New International Standards for Life Cycle Assessment: ISO 14040 and ISO 14044. The international journal of life cycle assessment 2006, 11, 80–85, doi:10.1065/lca2006.02.002.
33. Mohebbi, G.; Bahadori-Jahromi, A.; Ferri, M.; Mylona, A. The Role of Embodied Carbon Databases in the Accuracy of Life Cycle Assessment (LCA) Calculations for the Embodied Carbon of Buildings. Sustainability 2021, 13, doi:10.3390/su13147988.
34. Blay-Armah, A.; Mohebbi, G.; Bahadori-Jahromi, A.; Fu, C.; Amoako-Attah, J.; Barthorpe, M. Evaluation of Embodied Carbon Emissions in UK Supermarket Constructions: A Study on Steel, Brick, and Timber Frameworks with Consideration of End-of-Life Processes. Sustainability 2023, 15, 14978, doi:10.3390/su152014978.
35. Jones, C.; Hammond, G. Embodied carbon—The ICE database. Circular Ecology and University of Bath 2019.
36. Tariq, Z.; Bahadori-Jahromi, A.; Room, S. Sustainable Incorporation of Recycled Tire Steel and Textile Fibers as a Hybrid Mix in Concrete. Sustainability 2026, 18, 786, doi:10.3390/su18020786.